















.webp)

L'avenir du traitement des eaux usées : comment la technologie MABR redéfinit l'efficacité et la durabilité
À l’heure où le secteur de l’eau s’oriente vers la neutralité carbone et l’indépendance énergétique, une innovation révolutionnaire émerge comme un élément qui change la donne :technologie MABR (réacteur à biofilm aéré par membrane).
Pour les services publics municipaux et les gestionnaires d'usines industrielles confrontés à la hausse des coûts énergétiques et au durcissement des limites d'effluents, le MABR n'est plus seulement un sujet de recherche : c'est une solution éprouvée et évolutive qui offre des performances exceptionnelles avec une consommation d'énergie réduite.
ÀMejecNous sommes à l'avant-garde de cette révolution. Nous nous spécialisons dans l'intégration de systèmes MABR avancés dans des applications concrètes. Découvrons pourquoi cette technologie est au cœur des discussions chez WEFTEC et comment nos équipements peuvent relever vos défis thérapeutiques les plus complexes.

Qu’est-ce que le MABR exactement ? Un changement de paradigme dans l’aération
Pour comprendre le procédé MABR, il faut d'abord comprendre le problème des traitements conventionnels. Les systèmes à boues activées traditionnels reposent sur l'aération par grosses bulles, qui consiste à insuffler de l'air dans les bassins pour maintenir les micro-organismes en vie. Ce procédé est extrêmement inefficace, avec un rendement de transfert d'oxygène (RTO) souvent inférieur à 25 %.
MABR renverse la situation.
Le bioréacteur à membrane à membrane (MABR) utilise un rouleau de membranes perméables aux gaz spécialisées, immergées dans l'eau. L'oxygène diffuse à travers la paroi de la membrane sans former de bulles, se transférant directement à un biofilm qui se développe à sa surface. Ceci crée un environnement de contre-diffusion unique.
La base du biofilm (près de la membrane) est aérobie.
La couche externe du biofilm (en contact avec les eaux usées) est anoxique/anaérobie.
Cette stratification naturelle permet la nitrification et la dénitrification simultanées (SND) au sein d'un même biofilm. Elle élimine ainsi le besoin de cuves séparées pour l'élimination du carbone et l'affinage de l'azote, simplifiant considérablement l'agencement des installations.
L'avantage concurrentiel : pourquoi MABR surpasse les systèmes traditionnels
Des données récentes issues d'études pilotes et d'installations à grande échelle en Amérique du Nord mettent en évidence trois avantages majeurs du MABR par rapport aux méthodes conventionnelles comme le MBBR ou le CAS (boues activées conventionnelles) :
Économies d'énergie sans précédent
L'aération représente généralement 50 à 70 % de la facture énergétique totale d'une usine. Grâce à son système de transfert d'oxygène sans bulles, la technologie MABR élimine quasiment le gaspillage d'énergie lié au simple brassage de l'eau par l'air. Les installations modernisées avec la technologie MABR constatent une réduction de leur consommation d'énergie pour l'aération pouvant atteindre 75 %. Pour une usine d'une capacité de 5 millions de gallons par jour (MGD), cela peut se traduire par des centaines de milliers de dollars d'économies annuelles.Traitement à haut débit dans un espace réduit
Les bioréacteurs à membrane à membrane (MABR) permettent d'atteindre une densité de biomasse active bien supérieure à celle des systèmes à culture en suspension. Grâce à des matériaux de membrane de pointe, la densité du biofilm peut tripler par rapport aux supports plastiques classiques. Ceci permet aux systèmes MABR d'atteindre des taux de nitrification dépassant 2 g N/m²/jour. Vous pouvez ainsi augmenter votre capacité de traitement sans agrandir le volume de votre cuve, un atout majeur pour la modernisation des installations existantes et l'extension de capacité dans les espaces restreints.Résilience et réduction de la manutention des boues
Les eaux usées industrielles contiennent souvent des toxines ou de fortes concentrations d'ammoniac susceptibles de perturber le fonctionnement d'une station d'épuration conventionnelle. La structure stratifiée du biofilm d'un réacteur MABR agit comme une barrière protectrice, préservant les bactéries sensibles (telles que les AOB) des chocs toxiques présents dans le liquide. De plus, l'allongement des chaînes alimentaires au sein du biofilm réduit considérablement la quantité de boues activées (WAS), diminuant ainsi les coûts d'élimination.
Applications critiques : des améliorations municipales aux défis industriels
MABR est une plateforme technologique polyvalente. Voici où elle a le plus grand impact sur le marché nord-américain aujourd'hui :
Modernisation et extension des stations d'épuration : Face à des permis d'émission de nutriments plus stricts (limites d'azote total plus basses), au lieu de construire de nouvelles cuves en béton, il est possible d'installer des cassettes MABR dans les bassins existants. Cette solution permet une intensification du traitement, augmentant ainsi la capacité sans étendre l'emprise au sol.
Eaux usées industrielles à forte concentration : le MABR excelle dans le traitement des flux difficiles provenant de la transformation des aliments, des produits pharmaceutiques et des lixiviats de décharge, où des concentrations élevées d'ammonium et des charges variables perturberaient généralement la biologie conventionnelle.
Stations d'épuration décentralisées et compactes : Pour les projets ou les collectivités nécessitant un traitement robuste sans surveillance 24 h/24 et 7 j/7, le faible rendement en boues et l'aération passive du MABR en font la solution idéale pour des opérations « prêtes à l'emploi ».
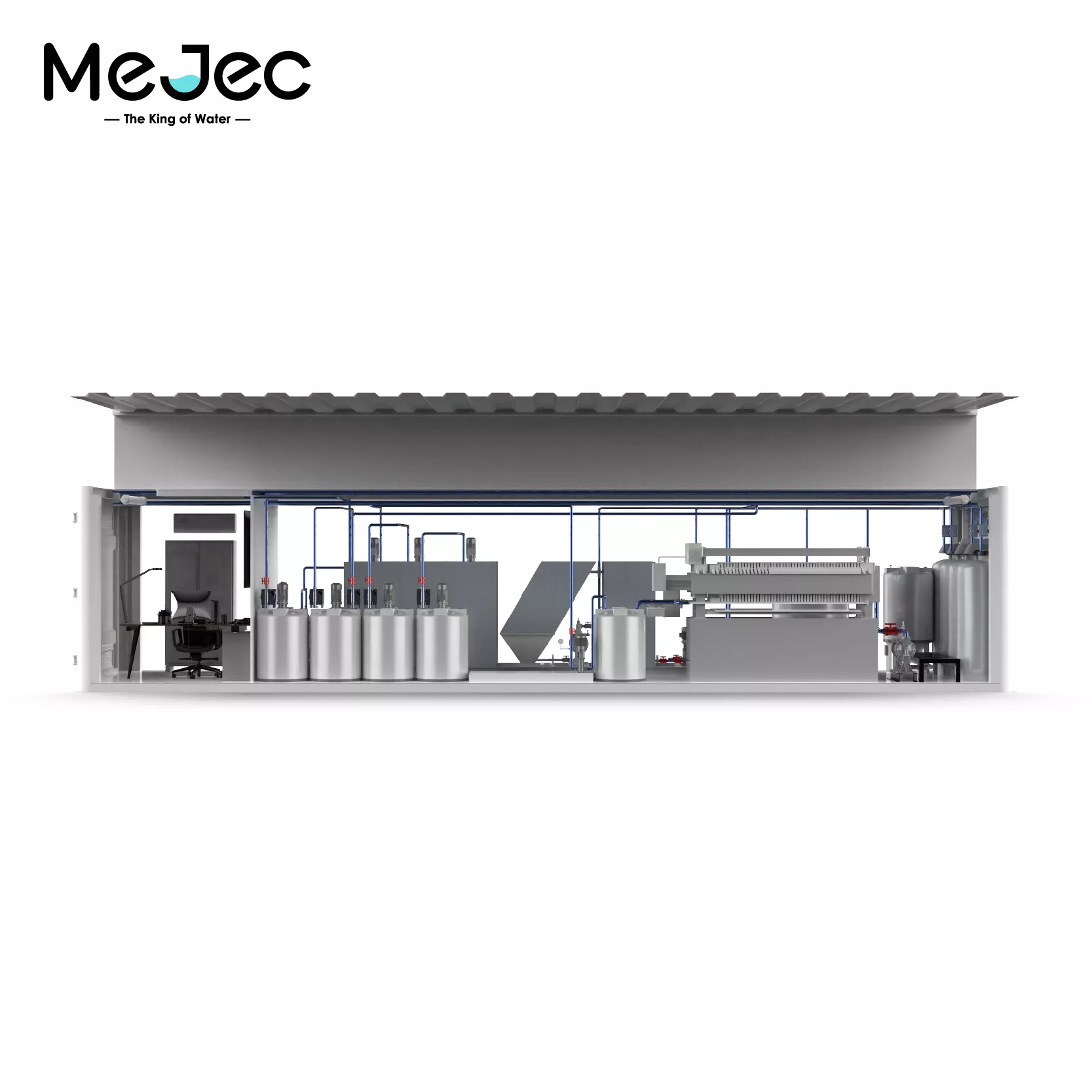
Mejec : Ingénierie de précision pour des performances optimales

MejecÉquipement MABR conteneuriséest un système innovant de traitement des eaux usées basé sur des conteneurs et construit sur la technologie des réacteurs à biofilm aérés par membrane (MABR).
Intégration élevée, déploiement rapide : tous les équipements de processus essentiels et les systèmes de contrôle sont intégrés dans des conteneurs standard, ce qui permet une préfabrication en usine et une installation rapide sur site, raccourcissant considérablement le cycle de construction.
Haute efficacité et économies d'énergie, faibles coûts d'exploitation : utilise des membranes respirantes pour l'apport direct d'oxygène avec une efficacité de transfert extrêmement élevée, réduisant la consommation d'énergie de 70 à 75 % par rapport à l'aération traditionnelle.
Élimination améliorée de l'azote, traitement efficace : Permet la nitrification et la dénitrification simultanées dans un seul réacteur, ce qui se traduit par une efficacité d'élimination de l'azote élevée et une qualité d'effluent supérieure, particulièrement efficace pour les eaux usées à forte teneur en azote ammoniacal.
Encombrement réduit, application flexible : la conception modulaire en conteneurs nécessite un espace minimal, ce qui la rend particulièrement adaptée aux scénarios décentralisés (par exemple, les zones rurales, les sites pittoresques) avec un terrain limité et au traitement d'urgence des eaux usées.
Contrôle intelligent, fonctionnement stable : Fonctionnement entièrement automatique et intelligent pour une gestion simplifiée ; faible production de boues et forte résistance aux chocs, garantissant des performances stables et fiables.
Écologique et facilement évolutif : cet équipement est un système fermé qui minimise les émissions d’odeurs désagréables. Sa conception modulaire standardisée permet une extension linéaire de la capacité grâce à la connexion en parallèle de plusieurs unités de conteneurs, répondant ainsi facilement aux besoins de croissance futurs.
En résumé
Le secteur du traitement des eaux usées connaît une transformation majeure. Nous abandonnons les méthodes brutes et énergivores au profit d'outils biochimiques de précision sophistiqués.
La technologie MABR est au cœur de cette transformation. Elle offre la possibilité unique d'accroître la capacité de production, de réduire les factures énergétiques et de respecter des normes strictes en matière de nutriments, simultanément.
Si vous prévoyez une modernisation de votre usine, si vous êtes confronté à des coûts énergétiques élevés ou à un flux de déchets industriels difficile à gérer,Mejecpossède l'expertise et l'équipement nécessaires pour vous proposer une solution avantageuse pour vos résultats financiers et respectueuse de l'environnement.

